What is Pressure Die Casting?
Pressure die casting is a precise and cost-effective casting method to produce high volumes of metal parts that have tight tolerance. The principle of pressure die casting is to inject a molten metal alloy into a steel mold under high pressure, it will get solidified rapidly even from milliseconds to a few seconds to form the net shaped parts. It is then automatically extracted. This is the process of pressure die casting.
Let's see below pictures that show the manufacturing process of Pressure Die Casting.


Advantages of Pressure Die Casting :
#1 Excellent dimensional accuracy
#2 Cast high strength sections within the structure directly
#3 Lower costs and good surface finish compared to other processes
#4 Long service cycle of mold – basically thousands to millions parts can be made from a mold before replacing
#5 Lighter in weight when castings with thin walls
How About the Pressure Die Casting Materials?
Mold Tools
Die casting mould must be made of hot die steel. There are some types of steel materials such as H13, 8407, 1.2344, 8418 are suitable. Typically, the H13 with Rockwell hardness of HRC42-48 is preferable.
Die Casting Parts
The main alloy materials for die casting are aluminum, magnesium, zinc, tin and copper, among which aluminum and zinc alloys are most widely used. Different material has different properties. How to select the correct material for your products? Here we have some advices.
<1> Die Casting Zinc Alloy
The easiest metal to die cast, it is economical to manufacture small parts and easy to be filmed. The melting state of zinc alloy is very fluidity, melting point is only 365 ℃. It can be used for various post-processing, such as electroplating, etc.
<2>Die Casting aluminium Alloy
The density of Aluminum alloy is low, but the strength is relatively high, close to or more than high quality steel, good plasticity, can be processed into various profiles, with excellent electrical conductivity, thermal conductivity and corrosion resistance, widely used in industry, usage is second only to steel. And ADC12 material is preferable.
<3>Die Casting Magnesium Alloy
Easy to be machined, high strength to weight ratio, the lightest of commonly used die casting metals.
<4>Die Casting Tiny Alloy
High density, high dimensional accuracy, can be used as a special anti-corrosion parts.
Types of pressure die casting
There are two types of pressure die casting, one is high pressure die casting, the other is low pressure die casting. How to distinguish them? It depends upon the pressure used. High pressure die casting has a wider range of applications, including nearly 50% of light alloy casting production. High pressure castings must be used for castings that require strict tolerances and detailed geometries. Because the extra pressure can push the metal into more detailed features in the mold. However, low pressure die casting is usually used for large and non-critical parts.
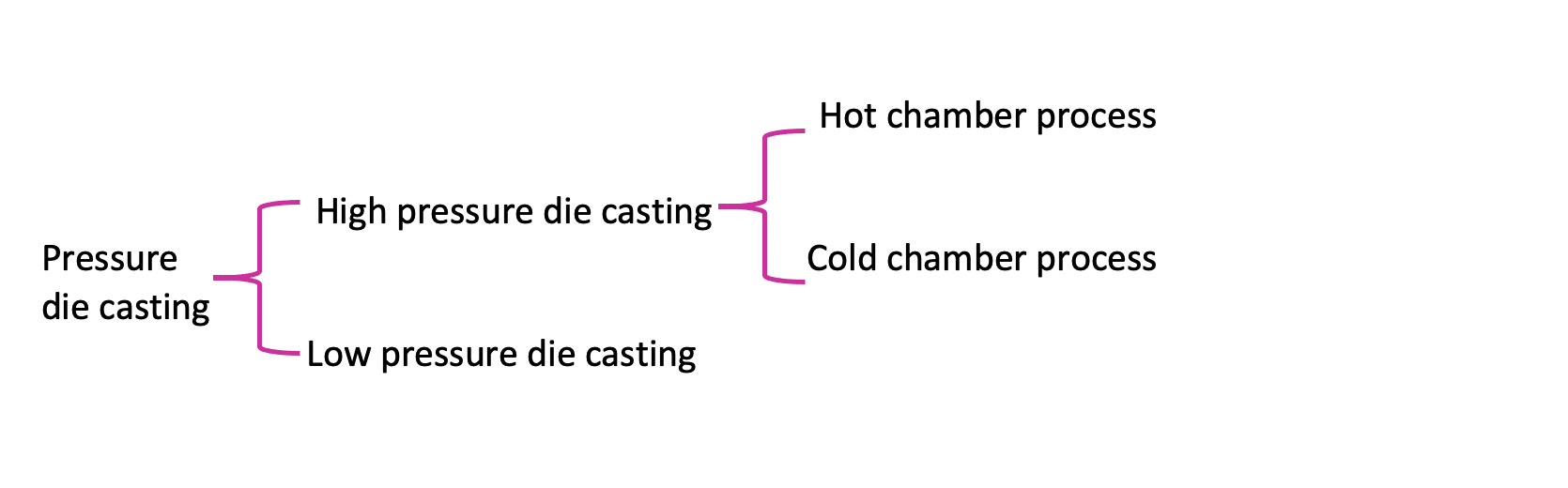
#1 High pressure die casting
High pressure die casting, it refers to the liquid metal is injected with high speed and high pressure into a metal mold. The basic equipment consists of two vertical platens. The bolsters are placed on these platens and this holds the die halves. Out of the two platens, one is fixed and the other movable.
This helps the mold to open and close. By hydraulically-drivien piston, a certain amount of metal is poured into the injection sleeve, and then introduced into the mold cavity. After the metal has solidified, the die is opened and the casting eventually removed.
Types of high pressure die casting:
Also, there are two process in high pressure die casting namely hot chamber process and cold chamber process.The only difference between the two processes is the method being used to inject molten metal into the die.
Process 1: Hot chamber process
Hot-chamber process is applicable for zinc, magnesium and other low melting point alloys, which will not affect and erode metal pots cylinders and plungers.
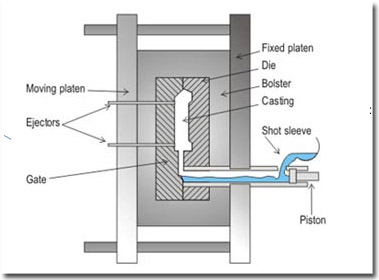
The basic components of a hot-chamber die-casting machine and die are illustrated below:
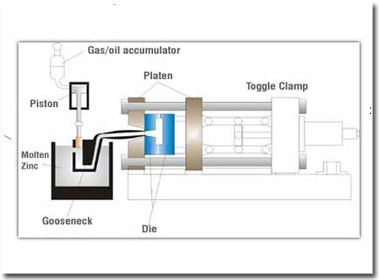
And the workings of a hot chamber process is: the molten metal used for casting is placed in a holding furnace at a temperature adjacent to ( sometimes as part of the machine itself) the machine. The injection mechanism is located in the holding furnace and most of it maintains constant contact with the molten metal. When pressure is transmitted through the injection piston, the metal is forced into the mold through gooseneck. This process ensures minimum contact between the air and the injected metal. During the injectin process, the tendacey of air entrainment in the metal is also minimised.
The advantages of hot chamber process including reduced porosity and longer die life from utilizing alloys that do not erode or dissolve the machine when put under heat or high pressure.
Process 2: Cold chamber process
The difference of this process with the hot-chamber process is that the injection system is not submerged in molten metal. The hot chamber machine contains a melting pot, while the cold chamber melt pot is separate and the molten metal must be spooned into the injection sleeve.
The metal is pushed into the mold by a hydraulic plunger. 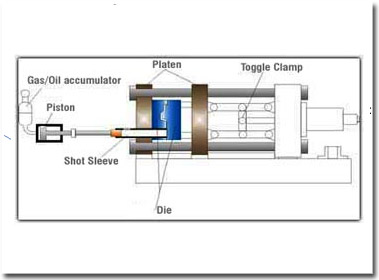
This process minimise the contact time between the injector components and the molten metal, and can extend the life of the components. And in cold room machines, injection pressures of more than 10,000 psi or 70,000 KPa can be obtained. Usually steel castings, aluminum and copper-based alloys are cast by this method.
#2 Low pressure die casting
The process works like this. First, a metal mold is placed on a sealed furnace with molten metal inside. A riser pipe lined with refractory material extens from the bottom of the mold into a mlten metal. Then low pressure air (15-100kpa, 2-15psi) is introuduced into the furnace. This allows the molten metal to rise up the tube and enter the mold cavity with low turbulence. After the metal has solidified, the air pressure is released. This leaves the metal in the riser still in a molten state and returns to the furnace. After the subsequent cooling, the mold is opened and the casting is drawn out.
High-quality aluminum alloy castings, as well as 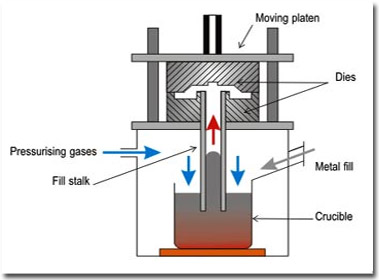
magnesium and other low-melting alloys, are usually produced through this process. The common feature of aluminum castings is that they weigh between 2-150 kg. And casting yield is exceptionally high as there is usually only one in-gate and no feeders.
Application Field of Pressure Die Casting
[1] Automotive parts like wheels, blocks, cylinder heads, manifolds etc.
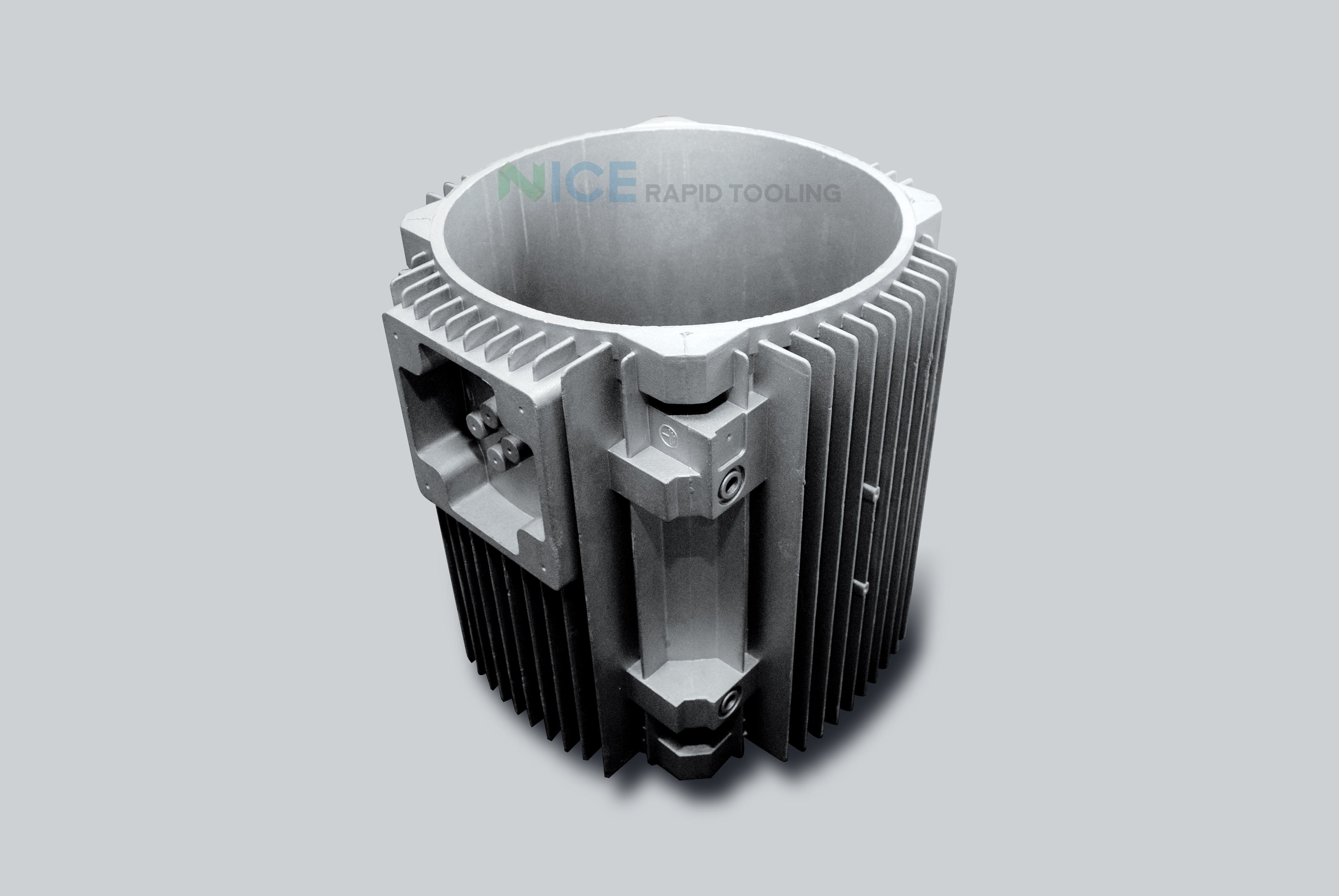
[2] Electric motor housings.
[3] Aerospace castings.
[4] Cabinets for the electronics industry.
[5] Kitchen ware such as pressure cooker.
[6] General hardware appliances, pump parts, plumbing parts.
Are you looking for a manufacturer who is capable of providing Die casting mould Services in China? Do you want the best solution for your projects? Feel free to contact us via enquiry@nice-rapidtooling.com today to get free quote or any other information, we will get back to you asap.
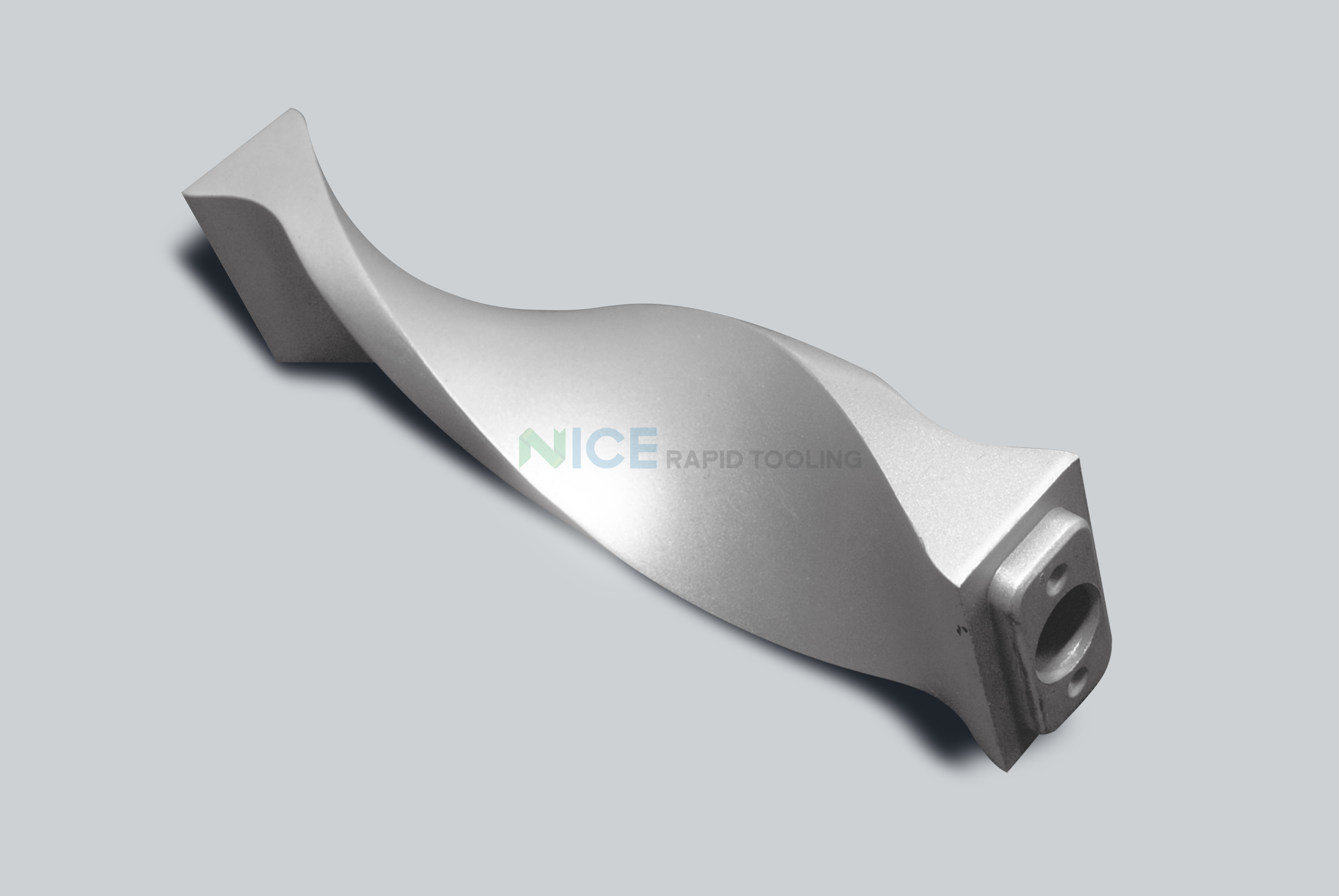
Products Display